Last month, I started this series of blogs on resins by going back to basics, questioning the core rationale for potting and encapsulation with resins, their fundamental chemistries and how each resin type differs one from the other – indeed, how their individual properties can be exploited to maximise performance under a wide range of environmental conditions. I hope readers found this useful. Of course, when it comes to the choice and applications of resins, there is a great deal more to discuss, and over the following months, I hope to provide some useful tips and design advice that will help you in your quest for reliable circuit protection.
For this month’s offering, I’m placing a bit more emphasis on the critical points that arise when you embark on resin selection. We need to get down to the real nitty-gritty here because it’s important that circuit designers have an understanding of some of the basic properties of resins before deciding which is the most suitable for the task in hand.
But let’s not get too technical at this stage; instead, I’d like to simplify the selection criteria and try to make life a bit easier for those who have to make the decisions. So, picking up on my colleague Phil Kinner’s format of providing a five-point guide in each of his previous articles on conformal coatings, let’s take a look at five key resin properties that, if not taken carefully into consideration, could have serious implications for the performance of your application.
Hardness
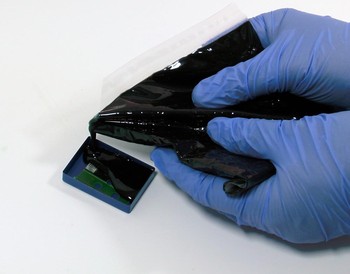
Perhaps counter-intuitively, bearing in mind that a resin is there to protect, the cured hardness of the resin is actually rather important as the higher the hardness, typically the stiffer the resin will be. For example, if cured too hard, the resin may place too much stress upon components, particularly those with fragile connection legs. On the other hand, if too soft, then the resin will be easy to remove and it will provide reduced protection against chemicals and leave components vulnerable to mechanical shock and vibration. Cured resin hardness is measured on the Shore A (softer polyurethanes) and D (harder epoxies) scales.
Of course, there are applications in which the encapsulation resin must have an extremely low hardness – in order to maintain flexibility at low temperatures, for example. This is particularly critical for devices that not only have sensitive components but which are also frequently exposed to rapid changes in temperature. Moreover, as some devices may need to be reworked it will be necessary to remove the resin. In general, encapsulation resins can be difficult to remove; however, specialist formulations are available that allow the bulk of the resin to be cut out of the unit for this purpose.
Colour
What many might consider to be the least important property – colour – could actually be critical for certain applications. Optically clear resins may be desirable for a variety of reasons and this property is of particular importance when it comes to the potting LED lighting fixtures, as the cured resin will obviously need to retain its clarity for the life of the unit. It must also be UV resistant, particularly for outdoor LED fixtures. Colourless resins are also useful for prototyping applications as the encapsulated components are easily viewed during and after environmental and mechanical testing.
As well as providing physical protection, coloured/opaque potting resins are also useful for identifying certain circuit areas. Moreover, they conceal what lies beneath the encapsulant surface, providing an effective foil against counterfeiters or those wishing to copy a circuit layout, and helping you to protect your intellectual property.
Viscosity
The viscosity of a two-part mixed resin will influence the way it flows around the components that are to be potted. Too low a viscosity and the resin will find every gap in the board; too high and the resin will not flow around and under components, creating voids and leading to potential weak points, which may shorten the service life of the components.
Thixotropic resins that regain their high viscosity once dispensed are ideal for ‘glob-top’ applications where a select component or area of a PCB needs to be protected, as opposed to encapsulating the entire unit.
Where a low dielectric constant is required (such as for RF applications), some resin systems may include specialist fillers to obtain the lowest possible value. These fillers can make the resin harder to mix and dispense due to the resultant high viscosity, and specialist formulations that avoid fillers altogether may be needed.
Flame retardancy
Fillers can also be added in order to render potting resins flame retardant up to the highest UL-94 V-0 standard. Aluminium hydroxide fillers are commonly used, resulting in low smoke emission and a low level of toxic fumes; however, the necessary high filler volumes will increase the viscosity of the resin as well as its density, incurring both dispensing and weight penalties. Bromine compound fillers used in smaller volumes have a lesser effect on resin viscosity and density but these can give rise to higher levels of smoke and toxic fumes. However, new phosphorus based flame retardant technologies are being introduced, offering the promise of lower viscosity and low toxicity.
Cure time
Cure times for two-part resins vary enormously. As a rule-of-thumb, a good 24 hours at room temperature will be required to obtain a minimum of 80% of full strength and specified properties. Gel time is the interval between mixing and the point at which the resin has just set and cannot flow. In this state, it is still relatively soft and can often be re-shaped by applying slight pressure.
Choice of hardener is the main way of altering the speed of cure of two-part resin systems. While hardeners will have their own exothermic effect, raising the temperature of the two-part mix, an external heat source may still be required to speed things up. It should be noted, however, that if heat is applied too early in the curing process, viscosity may reduce and the resin will flow more freely, leaking from holes and gaps.
Well, hopefully the foregoing will help get you started as far as resin selection is concerned. Look out for my next blog, in which I will take a closer look at the main considerations relating to mixing resin.